The Corrosion-Resistant Shield
Discover why hot-dipped galvanized piping products are the top choice for industrial infrastructure durability, resilience, and corrosion resistance.
The Corrosion-Resistant Shield Read More »
Discover why hot-dipped galvanized piping products are the top choice for industrial infrastructure durability, resilience, and corrosion resistance.
The Corrosion-Resistant Shield Read More »

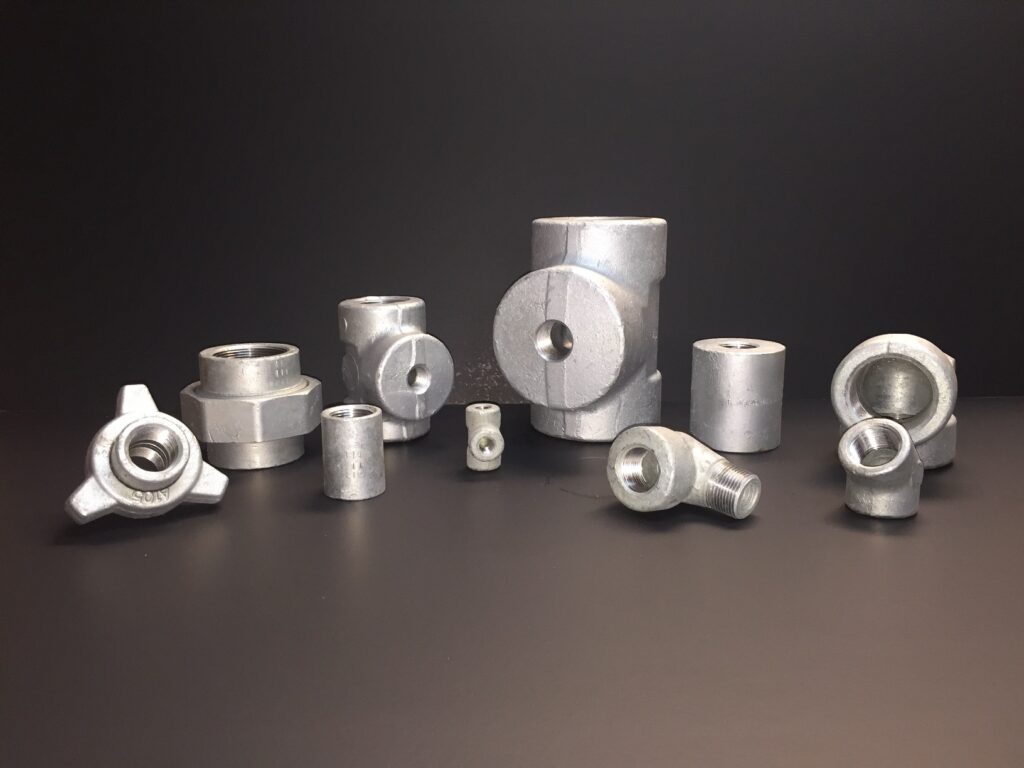
Hot Dip Galvanizing (HDG), as referenced on this site, is the process of dipping fabricated steel into a kettle or vat containing molten zinc. The process is inherently simple which provides a distinct advantage over other corrosion protection methods. While the steel is in the kettle, the iron in the steel metallurgically reacts with the
What Is Hot-Dip Galvanizing (HDG) Read More »
Steel is a fascinating material. It can however be corroded by the elements and air contamination. Corrosion is responsible for more than 90 billion euros worth of damage every year in Germany alone. Hot-dip galvanizing protects the steel from corrosion in an economical and environmentally-friendly manner and considerably increases its service life: corrosion protection lasts
Hot-Dip Galvanizing Read More »

Hot-dip galvanizing and cold galvanized the difference: 1. Galvanizing, also known as hot-dip galvanized, is the ingot melted at high temperatures, a number of supplementary materials in place, then dipped galvanized metal structure slot, the metal component on a layer of zinc coating. The advantages of hot-dip galvanizing corrosion of the ability, adhesion, and hardness of
The difference between hot-dip galvanizing and cold galvanized Read More »
Hot dip galvanized pipe is molten matrix metal and the reaction of the iron alloy layer so that the substrate and coating combination of both. Hot dip galvanized pipe is first pickled, on the steel surface in order to remove iron oxide, after pickling, by mixing the aqueous solution tank for cleaning solution or ammonium
Hot-Dip Galvanized Pipe Read More »